A foam manufacturer recently told us he was losing nearly 5% of each batch to off-spec density. The issue wasn’t the chemistry—it was the metering consistency of his batch foaming system. When evaluating continuous foaming vs batch foaming for sponge production, throughput gets all the attention, but the less visible factor is how metering accuracy and mixing head design determine foam cell structure, density uniformity, and ultimately scrap rates. This article compares the two methods from a production engineer’s perspective, focusing on the equipment technology that directly controls foam quality and process repeatability.
How Do Continuous and Batch Foaming Processes Differ?
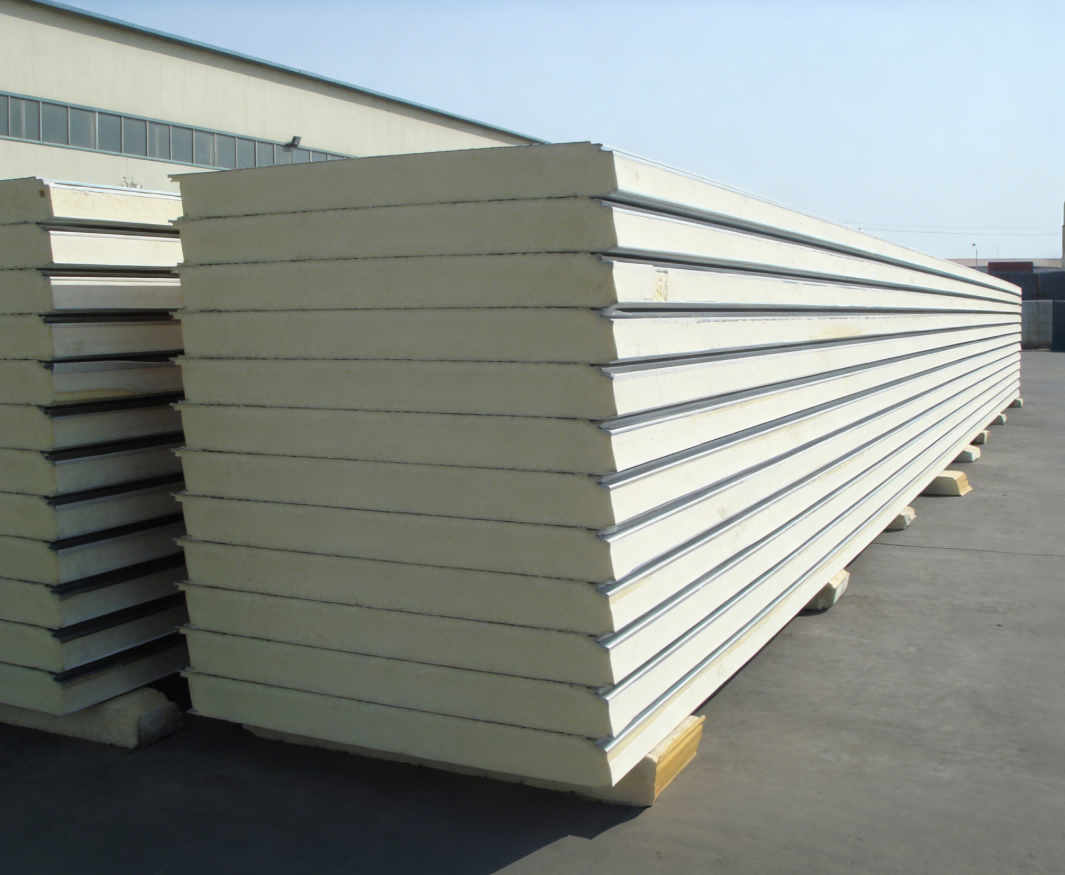
A continuous foaming line feeds polyol and isocyanate through precision metering pumps directly into a mixing head that traverses back and forth over a moving conveyor. The liquid mixture begins to rise almost immediately, forming a continuous block of foam that cures as it moves through a heated tunnel. The line never stops. The foam block is sliced at the end into standard lengths for further curing and fabrication.
Batch foaming mixes a fixed quantity of chemicals in a single vessel. The entire batch is poured into a mould or onto a stationary table, where it rises and cures in place. Once the foam block is fully set, it is removed, and the next batch begins. Between batches there is a cleaning cycle, a potential wait for mould cooling, and a resetting of chemical ratios if a different grade is running.
The metering responsibility in batch mixing often falls to manual or semi-automated dosing. We’ve measured ratio drift of over 2% on batch setups that rely on pump calibrations performed only at shift start. A continuous line with servo closed-loop metering, by contrast, monitors and corrects flow errors in real time.

How Does Metering Accuracy Affect Foam Density Consistency?
Polyurethane foam density is extremely sensitive to the ratio of polyol to isocyanate. A deviation of one percentage point in the component ratio can shift final foam density by more than 3 kg/m³, and in flexible foam grades that difference moves a product out of its compression deflection specification quickly.
On a continuous foaming line, high-precision gear pumps with servo drive feedback hold the metering accuracy to ±0.5% across the full production run. The mixing head receives a constant, verified chemical feed. This is why continuous lines routinely deliver density tolerance bands within ±1.5% of target. In batch production, even with careful operator attention, we see density scatter of ±3–4% across a shift when manual topping or premix inconsistencies enter the process. That gap eats directly into material cost and customer returns.
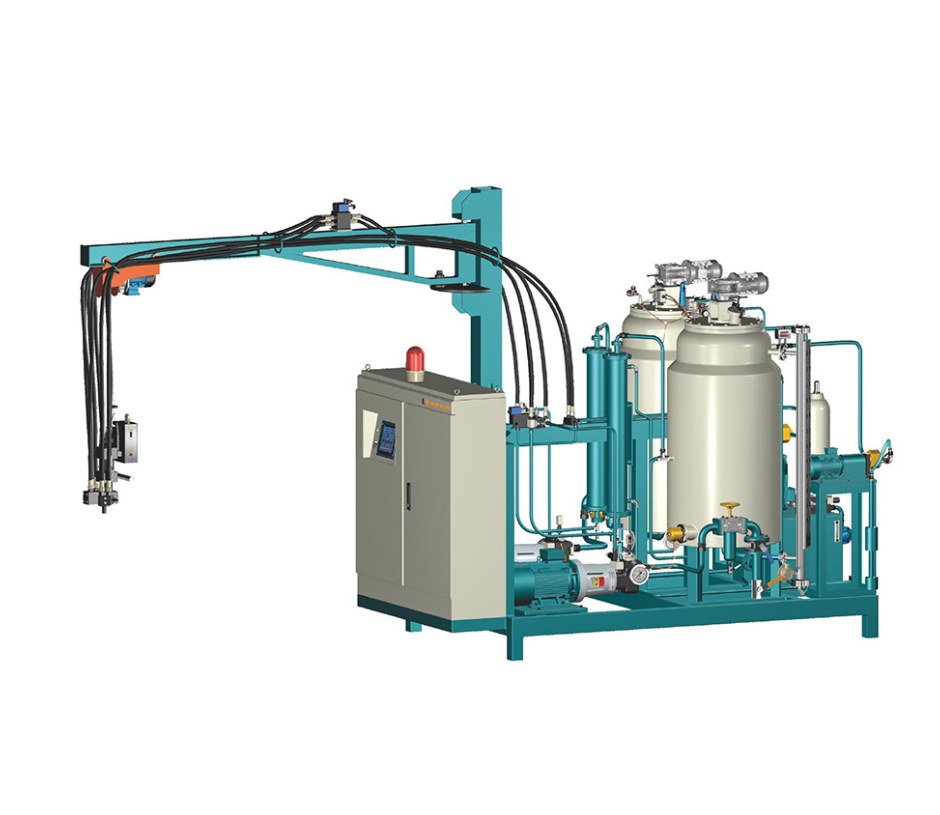
The mixing head geometry matters almost as much. A high-shear dynamic mixing head, like the E-type multi-stage spiral design on Haifeng’s LJJ series, achieves mixing uniformity above 99.5%. When unmixed pockets of polyol survive into the rising foam, the result is localized soft spots or irregular cell structure—defects that become visible only after the block is cut and that cannot be corrected.
When Is Batch Foaming the Better Choice?
Batch foaming remains the right answer when product variety is high and individual run lengths are short. A factory supplying custom foam inserts for packaging, seating, or acoustic panels in dozens of shapes and grades may never run a single chemistry long enough to justify the fixed setup of a continuous line. The changeover on a batch system can be as quick as cleaning a single mixing vessel and reloading chemicals, where a continuous line requires purging the entire metering circuit.
There is also a capital cost threshold. A batch setup can be commissioned for roughly 15–40% of the investment a full continuous line demands, which makes it the only practical entry point for workshops with modest initial volumes or uncertain market demand. We advise clients whose foam output stays below 200 tonnes per year to start with batch and plan the continuous investment for year two or three after their order book stabilizes.
How Do Capacity, Waste, and Operating Costs Compare?
Continuous foaming lines in the 1,200 mm to 2,200 mm block width range typically produce 200–600 kg of foam per hour. A well-tuned line can run 24 hours a day with only planned maintenance stops, yielding monthly outputs above 150 tonnes. Batch systems rarely exceed 60–80 tonnes per month even with multiple mould stations.
The waste profile differs too. In continuous foaming, the main scrap sources are the block ends and the skin layer trimmed after curing—typically 3–5% of total output. Batch foaming adds additional losses from residue left in mixing vessels, the occasional mis-shot batch, and the higher proportion of off-spec density blocks. We have seen total batch waste figures in the 8–15% range at plants that do not automate their dosing.
| Parameter | Continuous Foaming | Batch Foaming |
|---|---|---|
| Metering accuracy | ±0.5% with servo closed-loop | ±2% typical |
| Monthly output | 150–400 tonnes | 20–80 tonnes |
| Waste percentage | 3–5% | 8–15% |
| Changeover time | 30–60 minutes per grade | 15–30 minutes |
What Equipment Technologies Drive Foaming Consistency?
The single most influential component in any foaming line is the metering pump array. For polyurethane systems where viscosity and ratio shift with temperature, gear pumps driven by servomotors with encoder feedback eliminate the drift that conventional piston pumps experience under long runs. This is not a marginal improvement—it is the difference between a line that holds density in spec across an entire shift and one that requires hourly manual checks.
Vacuum-assisted degassing, such as the dual tank and mixing head terminal vacuum system on Haifeng’s HF-LPM-1A1B-LO model, reduces bubble entrapment by over 70% compared to atmospheric mixing alone. The result is a finer, more uniform cell structure, which directly affects the foam’s compression set and long-term fatigue performance. In sponge applications where consistent hardness is a customer requirement, this technology pays for itself in reduced claims and rework.

If you are comparing line configurations across different metering accuracies, it is worth confirming the actual tolerance your foam grades require. Most machine datasheets list a metering accuracy number, but evaluating that number against your production history often reveals gaps that affect ROI calculations. For a detailed comparison, reach out at info@haifeng-automation.cn.
What Are the Most Common Questions About Foaming Method Selection?
Can one continuous foaming line produce multiple foam densities?
Yes, but the switching process takes time. To change density on a continuous line, you adjust the polyol-to-isocyanate ratio, the blowing agent level, and often the line speed. The metering pumps must be recalibrated, which typically takes 30 to 60 minutes with modern PLC-controlled systems. Batch foaming is faster for frequent grade changes because each batch is an independent mix. The practical ceiling is around three to four grade changes per day on a continuous line before lost production time overtakes the throughput advantage.
What is the typical scrap rate difference between continuous and batch foaming?
In programs we’ve supported, continuous foaming lines with servo metering and vacuum degassing consistently hold scrap rates between 3% and 5%. Batch lines without automated dosing tend to run 10% to 15% scrap, with the bulk coming from density drift and chemical residue disposal. The economic crossover where the continuous line’s lower waste covers its higher investment often sits at roughly 100 tonnes per month of steady production.
How long does a batch foaming setup need to be profitable?
It depends on the foam grade mix and the local raw material cost structure. Shops producing low-density packaging foam can reach breakeven on a basic batch line at under 10 tonnes per month. For technical grades with tighter density tolerances, that number rises sharply because scrap costs erode margins. A batch line serving specialty foam grades typically needs 15 to 25 tonnes per month to become viable.
What hidden cost do manufacturers overlook when choosing between continuous and batch foaming?
The cost of quality failures after the foam leaves the plant. If a batch produces foam that is 2 kg/m³ off target, that block may look fine at first, but the end customer’s fabrication process will reveal hardness inconsistencies. Return shipments, rework, and lost repeat orders accumulate quietly. On a continuous line, real-time ratio correction catches these errors before the block cures, which is why the true comparison is not just machine purchase price but cost-per-tonne-accepted. Share your target density range, monthly capacity requirement, and product mix details with us at info@haifeng-automation.cn or call +8613566296633, and we can help model the comparison using your actual production numbers.
If you’re interested, check out these related articles:
OTR Tire Flat-Proofing Technology Explained
PU Casting Machine Mechanics: Pumps & Pressure