A continuous PU foam production line is the workhorse of large-scale polyurethane sponge manufacturing, running around the clock to turn liquid chemicals into an endless block of foam. Unlike batch mixing that fills individual molds one at a time, a continuous line pours a steady stream of reacting polyol and isocyanate onto a moving conveyor, forming a slab of foam that can reach hundreds of meters before cutting. For a factory owner evaluating whether to invest in one, the decision often comes down to a single question: can a single line deliver the consistent density, cell structure, and output that customers expect, day after day. This article walks through how these lines work, which components matter most, and what to look for in a machine that will run reliably for a decade, not just a few seasons.
How a Continuous PU Foam Line Produces a Uniform Slab
The entire process starts with raw material storage and conditioning. Polyol and isocyanate are stored in heated tanks, often with recirculation and vacuum degassing to remove moisture and trapped air, because any gas bubbles fed into the mixing head become permanent voids in the finished foam. Metering pumps then push the two components through separate lines at tightly controlled ratios, typically with a tolerance of ±0.5% or better. Haifeng Automation’s high‑flow box block PU foaming machines, for example, use a servo closed‑loop metering system that constantly monitors and corrects flow, so the component ratio stays stable even during hours of continuous operation.
The conditioned raw materials enter a dynamic mixing head. The design of this head determines how uniformly the two liquid streams blend. A sub‑par mixing head creates striation, density variation, and an uneven cell structure that propagates down the entire slab. Many Haifeng lines use a patented high‑shear dynamic mixing head that achieves mixing uniformity of over 99.5%, a level that becomes visible in the final foam’s hand feel and recovery.
Below the mixing head, the reacting mixture pours onto a moving paper or film‑covered conveyor. The conveyor belt is angled slightly upward to counteract the foam’s natural rise, letting the slab rise to a consistent height. As the foam travels, it passes through a curing oven or a controlled temperature zone where it gels, expands, and cures into a continuous block. At the end of the line, a traveling cut‑off saw slices the endless block into manageable lengths. The line never stops while cutting.
The key to a stable slab is not just one piece of equipment but the synchronisation of all four stages. I have seen lines where a drift of only 2°C in the mixing head chamber caused a density variation of several percent across the width, an issue that downstream trimming can never fully hide.
Core Components That Define Line Performance
A continuous foam line is a system of interconnected modules, and its weakest component limits the quality of every block. Three modules deserve particular attention because they determine four critical output parameters: density uniformity, cell size consistency, hardness repeatability, and yield.
Metering unit: Gear pumps, plunger pumps, or — in high‑end lines — servo‑driven pumps control the flow of polyol and isocyanate. The best lines meter both components to within ±0.5% and maintain that accuracy over a full year of continuous shifts. Haifeng’s high‑flow machines use a servo direct‑drive closed‑loop architecture that compares the actual flow against the setpoint hundreds of times per second, compensating before a drift becomes measurable.
Mixing head: Dynamic mixing heads with multi‑stage spiral elements break up the component streams into microscopic layers, then fold them into each other. This reduces the diffusion distance and prevents unmixed pockets that later show up as hard or soft spots. The constant‑temperature chamber surrounding the mixing chamber keeps viscosity stable, an often overlooked variable that directly impacts cell nucleation.
Conveyor and paper feed: The conveyor bed must be rigid and flat. Any vibration transfers into the rising foam, creating visible striations. At the same time, the paper or film that lines the conveyor must be tensioned evenly and fed with minimal creasing, because a wrinkle acts as a stress concentrator when the foam is later compressed for shipping.
Auxiliary equipment is often where cost‑cutting shows first. Raw material preheating ovens, polymer premixing stations, and air compressors might not be part of the main line price, but a poorly sized compressor that delivers air with oil carry‑over will ruin entire batches. Counting these ancillaries as optional extras rather than mandatory line components is a common and expensive mistake.
| Component | Low‑Cost Line | High‑End Line |
|---|---|---|
| Metering accuracy | ±2% | ±0.5% |
| Mixing head | Static or simple pin mixer | Dynamic, multi‑stage spiral |
| Temperature control | Open‑loop | Closed‑loop PID |
| Conveyor rigidity | Light steel frame | Box‑section, vibration‑damped |
| Control system | Timers, manual adjustments | PLC with full recipe storage |
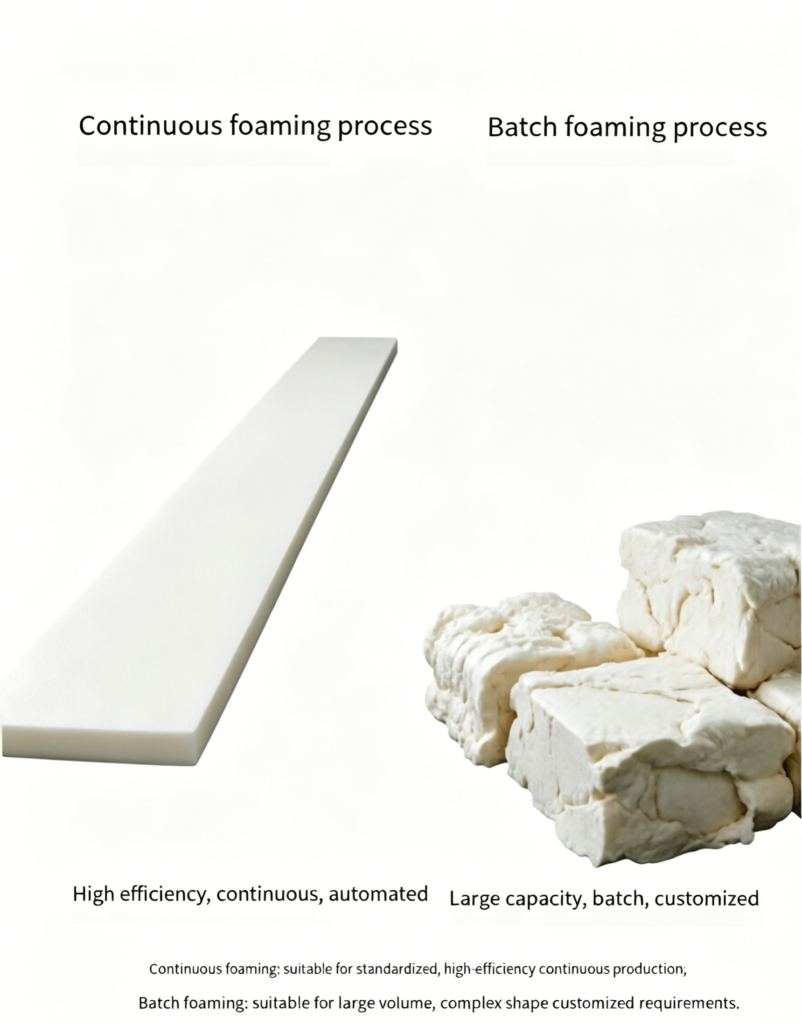
Continuous vs. Batch Foaming: Where the Gap Actually Matters
Plant engineers often ask whether the gap between continuous and batch foaming is real or just a datasheet story. The gap is real, but it shows up in specific, measurable places, not everywhere.
In a batch operation, each block is an independent experiment. The operator charges a mold, mixes, pours, and waits for the foam to rise and cure. The cycle repeats. Variation between blocks comes from temperature fluctuations, human timing, and the fact that the chemical blend at the bottom of a storage tank is not exactly the same as at the top. A continuous line ties all these steps into a single, never‑ending pour. The machine, not the operator, controls ratio, temperature, and line speed. The foam that comes out at 3 a.m. is chemically the same as the foam at 11 a.m.
The two largest differences are yield and labor. A well‑tuned continuous line for conventional flexible foam can produce 20 to 40 kg of foam per minute, day after day, with less than 2% trim waste. Batch operations often carry 5–8% waste from uneven rise, skin removal, and mold‑release issues. Laborwise, a continuous slabstock line typically needs two to three operators per shift, compared to four to six for a batch plant of similar output.
That said, continuous lines are not automatically better for every product. When a factory makes ten different foam grades with frequent color changes, a continuous line’s startup and transition waste can eat into the productivity advantage. In those cases, a strategic mix of one large continuous line for high‑volume base grades and several batch stations for specialty products often gives the best total margin.
If your factory is currently running multiple batch stations and you are evaluating a move to continuous, the most important pre‑purchase step is to map your actual daily grade‑change count and order‑size distribution. Too many changeovers on a continuous line can push waste figures higher than batch. For foam manufacturers who need help quantifying that trade‑off with their specific production data, Haifeng’s application engineers can run a configuration analysis before any equipment order is placed. Send your typical monthly production volumes and grade list to info@haifeng-automation.cn or call +86 13566296633, and we will confirm which line configuration keeps your changeover waste within a profitable window.
Controlling Density and Preventing Defects in a Continuous Slab
Density is the single most watched parameter in a continuous foam line because it directly translates into weight, or cost, per cubic meter. The line’s ability to hold a target density over an eight‑hour shift is what separates a line that delivers a reliable bill of materials from one that quietly hemorrhages raw material.
Density control starts at metering. Any drift in the polyol‑to‑isocyanate ratio changes the reaction stoichiometry, which shifts foam density. A ratio error of 1% can move density by several percent, depending on the formulation. Haifeng’s closed‑loop servo metering monitors flow continuously and adjusts pump speed in real time, a capability that pays for itself in raw material savings within the first year on high‑output lines.
Common defects and their root causes follow predictable patterns. Center hardening appears when the foam’s core cures too fast relative to the surface, often because the formulation has too much catalyst for the ambient conditions. Sidewall collapse happens when the paper liner lifts off the side walls or when the conveyor side guides are too cold, drawing heat away from the reacting foam edge. Air bubbles trapped inside the slab usually trace back to insufficient vacuum degassing of the raw materials or to air leaks in the low‑pressure side of the pump suction.
Temperature is the great multiplier. A mixing head that operates even 3°C above the recommended range reduces the cream time and forces the foam to start rising before it has fully spread across the conveyor width. The result is a denser center and thinner edges—a defect that shows up as up to 10% density variation from center to edge.
I recall a troubleshooting visit to a plant in Southeast Asia where the operators were fighting intermittent soft spots near the bottom of every slab. The metering unit looked healthy, and the head temperature was within specification. The problem was a small air leak in the isocyanate recirculation loop that only appeared after the pump had been running for more than two hours. Until the pump seals were replaced, the line could not make a single defect‑free block of high‑resilience foam.
Preventive maintenance is the cheapest quality control. Checking gland seals on metering pumps weekly, cleaning mixing head chambers, and verifying the conveyor belt tension are the three practices that together prevent more than half the quality calls I have seen over the years.
What to Look for in a Continuous Foam Line Supplier
Buying a continuous PU foam production line is not like buying a standard machine tool. The line will be integrated into the factory’s raw material handling, utilities, and downstream converting equipment, and the supplier’s engineering depth during that integration matters as much as the machine’s hardware specification.
The first filter is whether the supplier builds its own mixing heads and control systems or integrates bought‑in units. A supplier that designs and manufactures mixing heads in‑house can usually tune the head geometry to your specific foam grade and output rate. Zhejiang Haifeng Machinery, for instance, has been building polyurethane processing equipment since 1986 and develops its own E‑type multi‑stage spiral mixing heads, PLC control platforms, and complete line configurations. This level of vertical integration means the company can adjust the head design, metering logic, and conveyor synchronization in‑house, without waiting for an external OEM to release a revision.
The second filter is after‑sale support density. A continuous line will run for years. Spare parts for the mixing head, pumps, and PLC modules need to be available quickly, ideally from a supplier that stocks common wear items in a regional warehouse. Before signing an order, ask for a complete recommended spare parts list and the lead time for each item.
Warranty terms should cover the entire line’s mechanical and control components, not just the structure. A one‑year warranty on all parts and on‑site service for the first commissioning is a minimum. Some suppliers also offer a performance guarantee that the line will hit the agreed output and density tolerance during a trial run.
Finally, walk the reference line. A supplier that has delivered lines in your industry is unlikely to say no to a visit. Seeing a line of similar output running in a real factory reveals things no brochure will show: how the operators work around the machine, whether the noise level is acceptable, and how the line manages grade changes in a real shift.

| Evaluation Factor | What to Verify |
|---|---|
| Mixing head origin | In‑house design and manufacture preferred |
| 控制系统 | Full PLC with recipe management, not timer‑based |
| Service reach | Spare parts stocked locally, not shipped from factory only |
| Warranty | Minimum 12 months on all components |
| Reference visit | Site visit to a line producing similar foam grades |
Common Questions from Foam Manufacturers
How much foam can one continuous line produce in a day?
The output depends on the line width, conveyor speed, and foam density. A typical medium‑width line processing conventional flexible foam at moderate density can produce 15 to 30 tons per day on a three‑shift schedule. High‑output lines for commodity slabstock can reach 40 tons per day or more. The bottleneck is rarely the line itself—it is the downstream cutting, warehousing, and shipping logistics. A line that pours faster than the factory can cut and ship just shifts the inventory pile from the chemical storage area to the finished goods bay.
Can the same line switch between different foam types and densities?
Yes, but the switchover time and generated waste are what matter. A continuous line can transition from one grade to another by changing the formula in the PLC and adjusting the mixer speed, but the old foam inside the mixing head and conveyor section must exit before the new grade emerges. Typically, between half a meter and two meters of foam is wasted during a controlled changeover. If production involves dozens of small‑batch grade changes per day, the economics may favor keeping a dedicated batch line for specialty products and using the continuous line for long‑run base grades.
What are the most frequent defects in continuous slabstock foam?
The three defects that account for the majority of scrap are center hardening, bottom‑skin separation, and density drift. Center hardening usually comes from over‑catalyzation for the gel phase. Bottom‑skin separation happens when the paper liner cools the bottom surface too quickly, preventing the foam from bonding to it correctly. Density drift is almost always a metering issue—either a worn pump, a leaking seal, or a temperature fluctuation that changed the viscosity of one component more than the other. The fix for each is specific and testable, which is why a trained in‑house technician typically resolves most quality issues within two hours if the line provides clear metering and temperature logs.
How long does it take to install and commission a continuous line?
A standard continuous slabstock line with a single mixing head and a curing oven takes four to six weeks from the day the crates are opened to the day the line produces sellable foam. That time includes mechanical installation, electrical wiring, PLC programming, dry runs, and trial production runs with actual chemical formulations. Lines with multiple mixing heads, auto‑cutting integration, or robotic handling modules can extend commissioning to eight or ten weeks. The supplier’s commissioning engineer should remain on site for a full week of stable production after the trial runs to fine‑tune the formula settings and train the operators.
Is it possible to run the line with different suppliers’ raw materials?
Yes, continuous foam lines are designed around generic raw material properties, not proprietary chemistries, so switching between equivalent polyol or isocyanate suppliers is common. Every supplier change does require a formula adjustment and a trial run, because minor differences in hydroxyl number, isomer distribution, or additive packages can shift reactivity and final density. Keeping a file of validated settings for each approved raw material supplier reduces the testing time when supply chains shift—an advantage that Haifeng’s PLC with full recipe storage provides out of the box. If your company is evaluating multiple raw material vendors for a new line, share your candidate chemical list with us at info@haifeng-automation.cn, and we can confirm which formulations our mixing heads have already run successfully.
If you’re interested, check out these related articles:
Rain Boot Factory Investment Cost
PU Shoe Sole Defects, Release Agents & Troubleshooting
Fully Automatic PU Shoe Production Line Explained
Best Equipment for Foam Filling Mining Tires